3D-Druck
3D-Druck vs. Spritzguss bei Kleinserien – wann lohnt sich was?
Ab welcher Stückzahl lohnt sich Spritzguss, wann ist 3D-Druck wirtschaftlicher? Eine Break-Even-Analyse mit konkreten Zahlen aus der Praxis.
·6 Min. Lesezeit
Rüstzeit ist eine der unterschätztesten Stellschrauben in der Produktion. Die Maschine steht, der Mitarbeiter arbeitet – aber es wird nichts produziert. Wer die typischen Zeitfresser kennt, kann gezielt ansetzen.
Der Schlüssel liegt in der Unterscheidung zwischen interner und externer Rüstzeit: Interne Rüstzeit ist alles, was nur bei stehender Maschine passieren kann. Externe Rüstzeit ist alles, was vorbereitet werden kann, während die Maschine noch läuft. Je mehr Aufgaben nach außen verlagert werden, desto kürzer steht die Maschine.
Die folgenden fünf Hebel stammen aus konkreten Potenzialanalysen, die JESA bei produzierenden Unternehmen vor Ort durchgeführt hat.
Anzeichnen, Ausmessen, Ausrichten – diese Schritte kosten bei jedem Rüstvorgang Zeit und sind fehleranfällig. Eine 3D-gedruckte Positionierschablone eliminiert das Anzeichnen komplett: Schablone auflegen, Positionen übertragen, fertig. Wiederholgenau, unabhängig vom Mitarbeiter, keine Einarbeitung nötig.
Jede Schraube, die beim Rüsten gelöst und wieder angezogen wird, kostet Zeit – und bringt das Risiko, Werkzeug zu suchen oder Drehmomente falsch einzuschätzen. Schnellspanner und Klemmhebel reduzieren die Fixierzeit von Minuten auf Sekunden. In Kombination mit 3D-gedruckten Adapterplatten lassen sich auch bestehende Aufspannungen nachrüsten.
Was kann vorbereitet werden, während die Maschine noch läuft? Werkzeuge bereitstellen, Werkstücke vorsortieren, Spannmittel vormontieren. Das klingt banal – aber in der Praxis wird überraschend oft erst nach Maschinenstillstand angefangen, das Material zusammenzusuchen. Eine klare Trennung zwischen interner und externer Rüstzeit spart oft 20–40 % der Gesamtrüstzeit.
Wege sind Zeitfresser. Wenn der Instandhalter für jeden Rüstvorgang ins Werkzeuglager laufen muss, gehen pro Vorgang 5–15 Minuten allein für Holen und Zurückbringen verloren. Dedizierte Werkzeugsets an der Maschine, 3D-gedruckte Schattenboards und stationsspezifische Halterungen beseitigen das Problem dauerhaft.
Wenn drei Mitarbeiter denselben Rüstvorgang auf drei verschiedene Arten durchführen, ist die schnellste Variante selten Standard. Eine dokumentierte Rüstanweisung – idealerweise mit Fotos oder visuellen Markierungen direkt an der Maschine – sorgt dafür, dass jeder Mitarbeiter gleich schnell und fehlerfrei rüstet. Das ist kein Lean-Theorie-Projekt, sondern ein laminierter Zettel neben der Maschine.
JESA identifiziert Rüstzeit-Potenziale im Rahmen der kostenlosen Potenzialanalyse direkt vor Ort – inklusive Konstruktion und Fertigung passender Vorrichtungen, Schablonen und Spezialwerkzeuge per industriellem 3D-Druck.
Nicht jeder Rüstzeitfresser braucht dieselbe Lösung. Die folgende Zuordnung hilft bei der Einschätzung:
| Symptom | Wahrscheinliche Ursache | Hebel |
|---|---|---|
| Jeder Mitarbeiter rüstet unterschiedlich schnell | Fehlende Standardisierung | Hebel 5 |
| Anzeichnen und Ausrichten dauert lange | Keine Positionierhilfen | Hebel 1 |
| Werkzeugsuche bei jedem Rüstvorgang | Kein stationsgebundenes Werkzeug | Hebel 4 |
| Viele Schrauben beim Umspannen | Fixierung nicht optimiert | Hebel 2 |
| Maschine steht, obwohl vorbereitet werden könnte | Interne/externe Rüstzeit nicht getrennt | Hebel 3 |
Bei einer Potenzialanalyse vor Ort hat JESA einen typischen Zeitfresser identifiziert: Im Schaltschrankbau mussten bei jedem neuen Schrank Lüfterausschnitte manuell angezeichnet werden – mit Lineal, Stift und Bohrschablone. Pro Schaltschrank dauerte das rund 12 Minuten.
Lineal anlegen, Maße übertragen, Mittelpunkte anzeichnen, Bohrbild einmessen. 12 Minuten pro Schrank – jedes Mal aufs Neue, für einen einzigen Arbeitsschritt, der keinen Millimeter Wertschöpfung bringt.
JESA hat eine passgenaue Schablone konstruiert und im FDM-Verfahren gefertigt. Auflegen, markieren, abnehmen – unter 2 Minuten. Wiederholgenau, mitarbeiterunabhängig, keine Einarbeitung nötig.
10 Minuten Einsparung pro Schrank klingt nach wenig. Aber der Hebel skaliert mit der Stückzahl: Bei 10 Schränken pro Woche sind das bereits über 80 Stunden im Jahr. Bei 50 Schränken über 400 Stunden. Der gleiche Mechanismus – eine Schablone für unter 100 € – wirkt umso stärker, je häufiger der Handgriff vorkommt. Und das gilt nicht nur für Schaltschränke, sondern für jeden wiederkehrenden Rüst- oder Montageschritt in der Produktion.
JESA fertigt individuelle Montagehilfen, Schablonen und Positionierhilfen im FDM-Verfahren – ab Stück 1, ohne Werkzeugkosten, mit Lieferzeit oft unter einer Woche. Die CAD-Datensätze werden gespeichert und ermöglichen jederzeit Nachbestellungen und Anpassungen.
Nicht jeder Rüstzeitfresser braucht allerdings ein physisches Hilfsmittel. Im selben Werk hat eine bessere Abfolge beim Werkzeugwechsel – ohne jede Investition – weitere 8 Minuten pro Vorgang eingespart. Manchmal reicht eine Checkliste.
Mehr über Vorrichtungen und Produktionshilfen bei JESAJe nach Ausgangslage macht ein anderer Einstieg Sinn:
JESA bietet eine kostenlose Potenzialanalyse bei Ihnen im Werk an, bei der systematisch geprüft wird, welche Rüstprozesse optimiert werden können – inklusive wirtschaftlicher Priorisierung und anschließender Umsetzung per 3D-Druck, Konstruktion und Engineering.
Individuelle Schablonen, Halterungen und Montagehilfen aus dem 3D-Druck.
Systematisch Rüstprozesse analysieren und wirtschaftlich priorisieren.
Funktionsteile, Vorrichtungen und Ersatzteile – ohne Werkzeugkosten.
Ab welcher Stückzahl lohnt sich Spritzguss, wann ist 3D-Druck wirtschaftlicher? Eine Break-Even-Analyse mit konkreten Zahlen aus der Praxis.
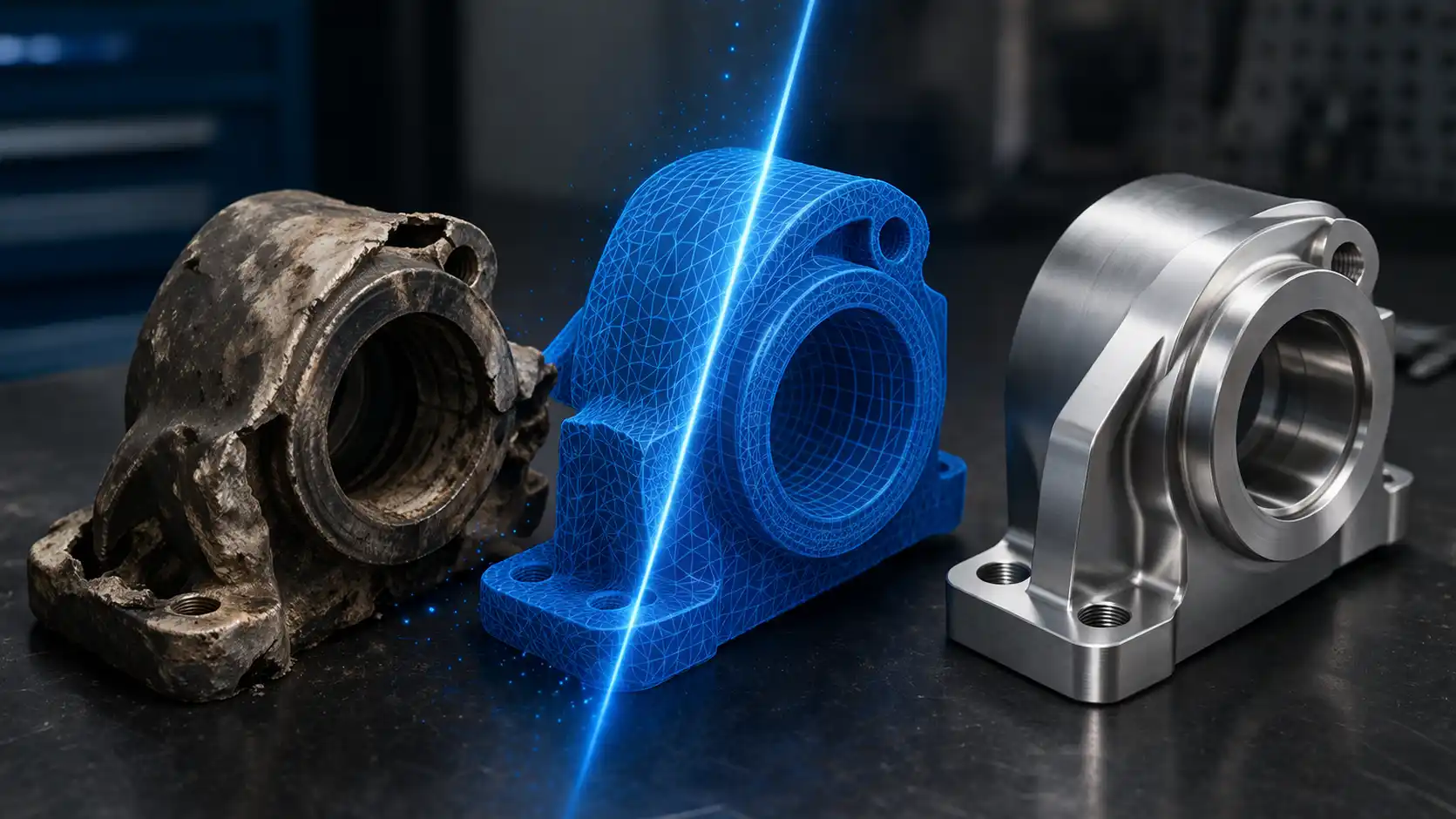
Kein CAD, kein Datenblatt, Lieferant existiert nicht mehr? 5 Kriterien, die zeigen, ob Reverse Engineering per 3D-Scan der richtige Weg ist.
PET-CF oder PPA-CF? Beide Materialien sind carbonfaserverstärkt, aber für unterschiedliche Belastungsprofile optimiert. Der Praxisvergleich zeigt, wann welches Filament die bessere Wahl ist.
Wir beraten Sie – ob Materialauswahl, Fertigungsverfahren oder Prozessoptimierung.